Mesure et contrôle de l'épaisseur et des défauts de peinture et de la dispersion des pigments
De l’esthétique à la durée de vie, en passant par les aspects environnementaux et économiques, les exigences imposées aux matériaux et techniques de peinture ne cessent d’évoluer.
Ces matériaux et techniques se déclinent à l’infini selon le domaine concerné, tel que la construction, l'automobile ou tout autre usage industriel. Par exemple, en automobile, la peinture de la carrosserie exige le plus haut niveau de qualité, tant sur le plan esthétique qu’en matière de résistance aux intempéries et à la décoloration.
Cette section vous présente, à travers des exemples et des images détaillées, tout ce que vous devez savoir la peinture en tant que matériau, ses techniques d’application et le revêtement formé, et vous explique comment résoudre de nombreux problèmes d’observation et de mesure avec le microscope numérique 4K.
- Matériaux de peinture
- Techniques d’application
- Défauts de revêtement et solutions
- Contrôle de l’épaisseur de peinture
- Derniers exemples d’observation et de mesure de l’application et du revêtement
- Pratiques communes de mesure et d’analyse de l’application et du revêtement
Matériaux de peinture
La peinture est un produit chimique composé de nombreuses matières premières. Les propriétés de la peinture dépendent du liant, composant formant un film, tandis que les pigments préviennent la corrosion et donnent à la peinture sa couleur.
Le liant confère à la peinture sa capacité à former un film (caractéristique de séchage), ses fonctions physiques (notamment élasticité et adhérence du film) et ses fonctions chimiques (telles que la durée de vie et la résistance chimique du film). Le liant est principalement composé de résine synthétique. Une peinture dont le liant est composé d’une résine soluble ou dispersible dans l’eau est appelée peinture à l’eau. Une peinture sous forme de poudre, qui se trouve fluidifiée par l’air, est appelée peinture en poudre.
Les pigments sont des particules colorantes, fines et résistantes à la lumière, qui ne se dissolvent pas dans l’eau ou dans d’autres solvants. Ils se divisent en trois catégories : les pigments colorés, les pigments inhibiteurs de corrosion et les pigments extenseurs. Les pigments colorés donnent à la peinture sa couleur, à l’instar du blanc titane, du noir carbone, du jaune ocre, du bleu carbone, du vert cyanine et du rouge de quinacridone. Les pigments inhibiteurs de corrosion incluent le phosphate d’aluminium, le molybdate de zinc et la poussière de zinc. Les pigments extenseurs donnent à la peinture certaines fonctions. Ces pigments regroupent, notamment, des pigments de matage, qui régulent la brillance de la peinture sèche, des pigments fonctionnels, tels que la poudre d’aluminium et les pigments fluorescents ou phosphorescents, et des pigments spéciaux, tels que les agents réfléchissant la lumière infrarouge et les agents à base de ferrite absorbant les ondes radioélectriques.
Techniques d’application
La peinture désigne une technique, qui consiste à recouvrir la surface d’un film de peinture. Le film formé présente généralement une épaisseur de quelques à plusieurs centaines de micromètres. Du fait de sa nature fonctionnelle, la peinture est un procédé qui peut considérablement influer sur la rentabilité.
Le procédé se déroule en trois étapes : prétraitement, application et séchage. En cas de peinture multicouche, le procédé est réitéré.*
Le prétraitement consiste en un nettoyage de la surface du support. Le prétraitement est soit humide soit sec, impliquant respectivement un nettoyage humide ou un sablage.
La peinture est appliquée sous forme liquide ou sous forme gazeuse par pulvérisation. La peinture liquide est appliquée au moyen d’un pinceau, d’une coucheuse à rideau, qui passe la pièce sous une cascade de peinture déversée par des buses, ou d’un enducteur, qui exploite un rouleau en caoutchouc pour transférer la peinture sur la pièce. La peinture en poudre peut être pulvérisée à l’aide d’un pulvérisateur à air comprimé, par pulvérisation électrostatique, lors de laquelle une charge négative est appliquée à la peinture tandis que la pièce est chargée positivement, ou par thermolaquage, lors duquel la peinture en poudre est électrostatiquement chargée pour l’application.
Le prétraitement peut être omis pour les couches de peinture intermédiaire et supérieure.
Défauts de revêtement et solutions
L’état de la surface prétraitée, les conditions climatiques lors du recouvrement, la peinture elle-même ou la méthode d’application peuvent être à l’origine de défauts de revêtement. L’analyse des défauts afin d’en déterminer la cause permet d’affiner la sélection de la peinture, d’améliorer la méthode d’application et de prendre toutes les précautions nécessaires pour éviter tout défaut ultérieur.
Nous vous présentons ici quelques défauts de peinture parmi les plus courants ainsi que leurs causes et les contre-mesures applicables.
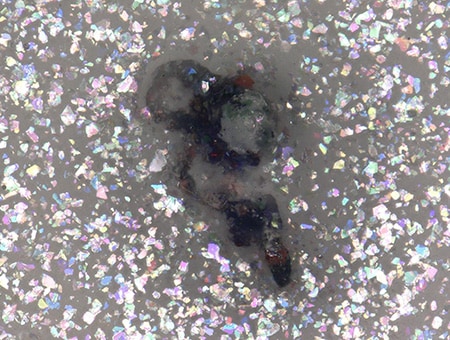
Inclusions
Les inclusions sont principalement dues à l’adhérence de corps étrangers lors de la solidification de la peinture. Les corps étrangers peuvent être apportés par les opérateurs ou les machines, qui brassent de la poussière ou des particules en suspension dans l’air juste au-dessus de la pièce, lors des procédés de masquage ou de polissage. Les produits en résine peuvent capter une charge électrostatique lors de l’éjection du moule après formage. Les particules en suspension dans l’air sont alors électrostatiquement attirées par la surface et adhèrent au produit.
Le nettoyage autour de l’installation de peinture et la pose de capots sur les convoyeurs préviennent efficacement l’adhérence des corps étrangers en suspension. Les dispositifs antistatiques s’avèrent également utiles pour éviter l’adhérence électrostatique des corps étrangers. Si la peinture se solidifie, un changement du solvant de dilution et/ou un ajustement du cycle d’agitation est requis. Le filtrage de la peinture est une autre manière efficace de prévenir la solidification.
- Phénomène :
- Inclusions dans la surface peinte.
- Causes possibles :
- Adhérence de corps étrangers à la surface peinte.
Existence de morceaux de peinture solidifiée ou de corps étrangers dans la peinture.
Adhérence de particules en suspension dans l’air sur la surface peinte avant séchage.
- Contre-mesures :
- Nettoyer la surface du support lors du prétraitement.
Filtrer la peinture pour retirer les corps étrangers.
Mettre en œuvre des mesures anti-poussière.
Fissuration
La cause de la fissuration diffère selon la composition de la peinture et la méthode d’application.
Par exemple, des fissures peuvent apparaître sur un revêtement multicouche si la couche inférieure et la couche supérieure ne sont pas compatibles ou si la couche inférieure n’a pas eu le temps de sécher. Il peut alors s’avérer nécessaire de changer la peinture ou d’allonger le temps de séchage de la couche inférieure.
La fissuration étant due à une multitude de causes, y compris le vieillissement, une analyse avancée de l’état du revêtement est essentielle.
- Phénomène :
- Fissuration de la peinture.
- Causes possibles :
- Présence de fissures sur la surface support.
Revêtement trop épais.
Mélange inapproprié de l’agent durcissant (pour les peintures binaires).
Sélection inappropriée du diluant (si utilisation de diluant).
- Contre-mesures :
- Éliminer les fissures sur la surface support lors du prétraitement.
Éviter les applications épaisses causant un séchage uniquement en surface.*
Mélanger suffisamment la peinture avant application.
Utiliser la quantité spécifiée d’agent durcissant.
Séchage en surface : État dans lequel la surface du revêtement sèche avant même que le film de peinture ait durci.
Décollement
Le décollement est dû soit à un prétraitement insuffisant de la surface, soit à une incompatibilité entre la peinture et le support ou entre la couche inférieure et la couche supérieure.
Retirez toute trace de corrosion ou d’ancienne peinture de la surface de la pièce à l’aide d’une meuleuse à disque (ponceuse), puis essuyez la surface pour balayer les corps étrangers et les résidus de graisse avant d’appliquer la peinture. Le décollement dû à une incompatibilité entre la peinture et le support ou entre la couche inférieure et la couche supérieure est appelé « décollement intercouche » et requiert un changement de la combinaison de peintures et/ou de la méthode d’application.
Ces prétraitements sont essentiels pour éviter le décollement. Le prétraitement prend ici toute sa mesure pour assurer une peinture sans défaut.
- Phénomène :
- Perte d’adhérence et décollement du revêtement.
- Causes possibles :
- Prétraitement insuffisant de la surface, par exemple, sans élimination des traces de corrosion.
Sablage ou nettoyage insuffisant de la surface.
Adhérence intercouche insuffisante entre la couche inférieure et la couche supérieure.
- Contre-mesures :
- Éliminer toute trace de corrosion, de graisse, de salissure et de poussière de la surface.
Prétraiter la surface selon le matériau.
En cas de peinture sur une surface présentant un revêtement ancien, éliminer toute trace du revêtement avant application.
Ajuster la formule de la peinture de façon appropriée.
Respecter l’épaisseur de revêtement spécifiée.
Contrôle de l’épaisseur de peinture
La mesure de l'épaisseur de peinture permet de vérifier la conformité du revêtement aux exigences de conception.
Le revêtement est conçu pour empêcher toute pénétration d’humidité et d’oxygène et ainsi prévenir la corrosion du support. De ce fait, l’épaisseur du revêtement influe considérablement sur sa fonctionnalité. Toutefois, cela ne signifie pas que plus le revêtement est épais, meilleure est la qualité car, pour jouer pleinement son rôle, la peinture doit respecter l’épaisseur adaptée à l’objectif visé.
L’épaisseur de peinture est mesurée au moyen d’un système de mesure d’épaisseur de revêtement. Il existe des systèmes non destructifs qui exploitent l’adhérence magnétique et la variation du flux pour la mesure et d’autres systèmes, basés sur des méthodes à infrarouge et ultrasons.
- Jauge d'épaisseur de revêtement électromagnétique :
- L’épaisseur du revêtement peut être mesurée en touchant la surface avec une sonde à aimant permanent. La densité du flux magnétique généré varie selon la puissance de la force de traction de l’aimant. Cette jauge exploite les variations du courant traversant l’électroaimant pour mesurer l’épaisseur de peinture. Elle peut mesurer l’épaisseur du revêtement ou de l’enduction (couche métallique non magnétique, couche non organique ou couche organique) sur un support métallique magnétique. La mesure repose sur la proportionnalité entre la force de traction de l’aimant intégré à l’extrémité de la sonde et la distance au support de base. Cependant, la jauge d’épaisseur de revêtement électromagnétique ne peut mesurer avec précision l’épaisseur d’une peinture magnétiquement chargée.
- Jauge d'épaisseur de revêtement à courant de Foucault :
- L’épaisseur de revêtement peut être mesurée à partir des boucles de courant électrique (courant de Foucault) générées par le passage d’un courant électrique à travers une bobine à noyau en ferrite (sonde). La mesure repose sur la proportionnalité entre la valeur du courant de Foucault généré sur la surface métallique et la distance. Il existe deux types de jauges d'épaisseur de revêtement à courant de Foucault : le type à contact, qui mesure l’épaisseur à partir de l’amplitude des courants de Foucault, et le type sans contact, qui mesure l’épaisseur à partir de la différence de phase entre les courants de Foucault. Cette jauge convient aux supports métalliques conducteurs non magnétiques (tels que l’aluminium, le cuivre et l’acier inoxydable austénitique) présentant un revêtement en plastique, résine, caoutchouc ou autre matériau isolant.
- Jauge d'épaisseur de revêtement à infrarouge :
- L’épaisseur de peinture peut être mesurée à partir du spectre obtenu par émission de lumière infrarouge sur le revêtement et dispersion de la lumière transmise ou de la lumière réfléchie. Lors de l’émission de lumière infrarouge sur le revêtement, la lumière à une longueur d’onde spécifique est absorbée selon le matériau et l’épaisseur. L’épaisseur de peinture de la cible peut alors être calculée sur la base du rapport entre le taux d’absorption et l’épaisseur du matériau utilisé pour le revêtement.
- Jauge d'épaisseur de revêtement par ultrasons :
- Lorsque la sonde touche la surface du revêtement, le capteur transmet une onde ultrasonique en direction du support, qui réfléchit l’onde vers la surface. L’épaisseur du revêtement est mesurée à partir du temps que prend l’onde ultrasonique pour retourner à la surface. Le calcul réalisé par la jauge d’épaisseur de revêtement par ultrasons est le suivant :
D : Épaisseur de peinture
C : Vitesse du son dans le revêtement* (m/s)
t : Temps de transfert aller-retour mesuré (s)
Vitesse du son dans le revêtement : Vitesse approximative définie pour chaque matériau. Même si le matériau est identique, la vitesse du son varie selon le type de revêtement. De ce fait, un ajustement (calibrage) basé sur le revêtement réel est nécessaire avant d’utiliser une jauge d’épaisseur de revêtement par ultrasons.
Derniers exemples d’observation et de mesure de l’application et du revêtement
Le microscope numérique ultra-haute définition 4K Série VHX de KEYENCE permet non seulement d’observer et d’évaluer la peinture et le revêtement sur une image haute définition, mais également de rationaliser toute une série d’opérations.
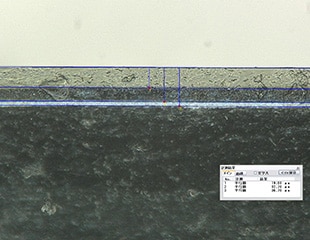
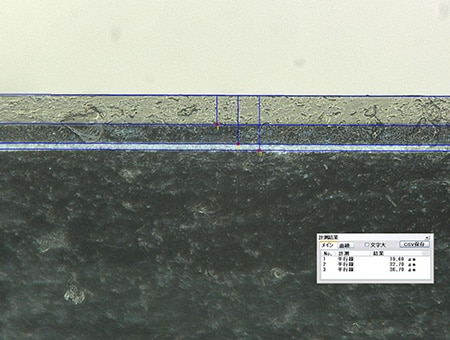
Mesure de l’épaisseur d’une peinture multicouche à partir d’images haute définition
Le nouveau microscope numérique 4K de KEYENCE mesure l’épaisseur de peinture à partir d’images détaillées. Ce microscope n’est aucunement influencé par les couches transparentes, assurant une mise au point précise. Les images sont nettes et fournissent un grand nombre d’informations sur le revêtement.
L’épaisseur de peinture, auparavant impossible à mesurer en raison de difficultés de mise au point, est à présent observée avec précision par capture de l’état réel du revêtement.

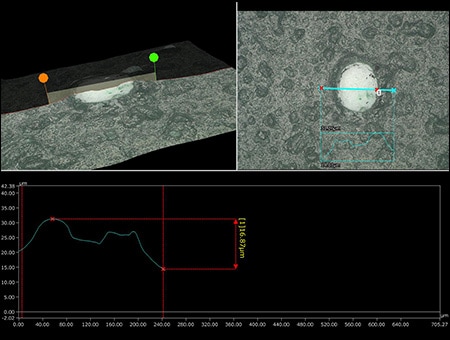
Observation 3D de couches transparentes grâce à la mise au point et à l’éclairage multiple avancés
Bénéficiant d'une fréquence d'acquisition élevée, la Série VHX balaie automatiquement la plage focale de l’échantillon à chaque déplacement de la platine au point d’observation, pour créer instantanément une image entièrement nette.
La combinaison de la composition en profondeur et de l’éclairage multiple permet de capturer une image entièrement nette et de sélectionner les conditions d'éclairage optimales.
De plus, le mode d'accentuation des ombres, qui exploite l’objectif haute résolution, le capteur CMOS 4K et l’éclairage intégré, permet de superposer les informations de couleur sur l’image de la texture, afin d’afficher simultanément les irrégularités et les nuances de la surface. Il est ainsi possible de mesurer le profil d’une inclusion et d’autres défauts de peinture, pour une analyse quantitative efficace.
Découvrez une nouvelle approche qui répond à tous vos besoins d’observation à fort grossissement, grâce au microscope numérique 4K et ses capacités de capture et de mesure 2D et 3D.
en détail grâce à la composition en profondeur et à l’éclairage multiple.


transparent avec le mode d'accentuation des ombres
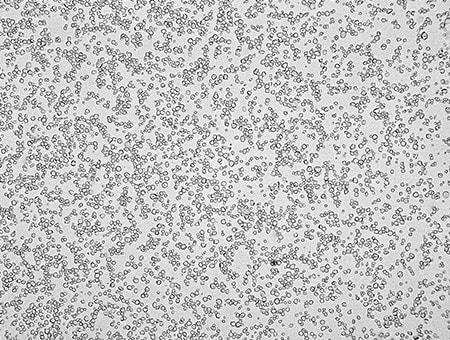
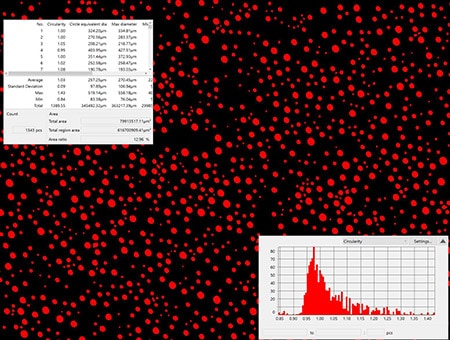
Mesure haute précision de la dispersion des pigments
Les pigments font partie des éléments clés qui déterminent la fonctionnalité de la peinture. La dispersion des pigments peut être observée et quantifiée avec la Série VHX. Les pigments sont des particules colorantes, fines et résistantes à la lumière, qui ne se dissolvent pas dans l’eau ou dans d’autres solvants. Le mélange des pigments appropriés dans l’agent de revêtement permet de conférer à la peinture des fonctions spécifiques.
Le microscope numérique 4K est capable d’effectuer un comptage et une mesure de surface des cibles dans la plage spécifiée. Il est également possible d’exclure tout élément cible superflu et de séparer les éléments cibles qui se chevauchent. Enfin, les résultats de mesure peuvent être affichés sous forme d’histogramme.
Réalisez des mesures haute précision, parfaitement fiables à travers une série d’opérations rapides et intuitives. L’analyse de haut niveau est mise à la portée de tous, sans connaissance ni expérience particulière.
Pratiques communes de mesure et d’analyse de l’application et du revêtement
Le microscope numérique haute définition 4K Série VHX offre une efficacité sans précédent, élimine les erreurs humaines et permet une mesure et une analyse haute précision.
Les images haute définition 4K, générées par les technologies de traitement d’image optique et d'automatisation de pointe, assurent une observation détaillée du revêtement, des inclusions et de la dispersion. Tout utilisateur, même novice, obtient rapidement et facilement des résultats d'analyse haute précision.
Les données capturées ou mesurées peuvent être facilement reportées dans un rapport au format défini, grâce à la fonction de création de rapports. Le partage des données via un serveur intranet s’avère particulièrement utile à des fins, non seulement d’assurance qualité et de garantie de conformité aux normes internationales, mais également d’identification des causes des défauts de peinture et d’amélioration des procédés.
Équipée de nombreuses fonctions avancées, la Série VHX est un formidable outil pour s’assurer de la qualité et de la fiabilité de l’application et du revêtement de peinture.
Pour en savoir plus, cliquez sur le bouton ci-dessous pour télécharger le catalogue. Pour toute demande, cliquez sur l’autre bouton pour contacter KEYENCE.
