
Rugosimètres
Présentation générale
Les rugosimètres sont des instruments qui mesurent le caractère lisse (niveau de rugosité) de la surface d’une cible. Les principaux types de rugosimètres exploitent une sonde ou un laser. Les modèles classiques utilisaient une pointe diamant mais ils endommageaient fréquemment les semi-conducteurs et autres objets lors de la mesure et ont donc laissé place à des versions optiques. Certains modèles peuvent mesurer des surfaces planes et courbes. Récemment, des modèles capables d’afficher une modélisation 3D de la forme à partir des données mesurées ont vu le jour.
Les rugosimètres sont principalement employés pour contrôler le niveau d’usure de surfaces métalliques, l’état de surfaces usinées et le fini de surfaces peintes. Ils offrent parfois une précision de l’ordre du nanomètre, particulièrement utile pour contrôler le traitement de films fins sur des composants électroniques.
Structure et applications
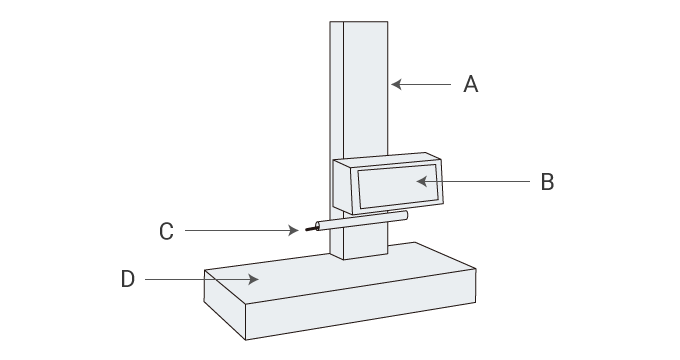
- A
- Support vertical
- B
- Unité de commande
- C
- Stylet (détecteur)
- D
- Table
- Les sondes sont généralement surmontées d’une pointe de 2 μm de rayon. Cependant, pour les usinages de précision, des sondes à pointe de 0,1 à 0,5 μm sont également disponibles. Les valeurs mesurées peuvent varier selon la sonde utilisée. Il est donc essentiel de s’assurer à l’avance de disposer de la sonde adéquate.
Comment utiliser un rugosimètre
- Le rugosimètre par contact mesure la rugosité de surface en déplaçant la sonde sur la surface de la cible. Un rugosimètre sans contact à laser émet un faisceau sur la cible et détecte la lumière réfléchie pour mesurer la rugosité.
- La direction de mesure est un facteur déterminant. Par exemple, un produit métallique usiné est généralement mesuré perpendiculairement à la direction d’usinage, de sorte que le rugosimètre puisse capturer avec fiabilité les caractéristiques de la surface.
- La vitesse de mesure est un autre facteur clé. La mesure est d’abord réalisée lentement, puis la vitesse est augmentée jusqu’à ce que les valeurs mesurées cessent de fluctuer.
Précautions de manipulation
- Un étalonnage régulier est requis pour garantir une mesure correcte.

